Efficient cooling systems designed to preserve milk quality, reduce bacterial growth, and maintain optimal temperature during storage.
Capacity-3000 Ltr. To 10,000 Ltr.

Efficient cooling systems designed to preserve milk quality, reduce bacterial growth, and maintain optimal temperature during storage.
Capacity-500 Ltr. To 2000 Ltr.

Efficiently recovers heat from milk cooling systems, saving energy, reducing costs, and improving overall dairy farm sustainability.
Capacity-200 Ltr. 300 Ltr. 500 Ltr.

Durable, hygienic storage tanks designed for efficient milk handling, maintaining freshness and quality from collection to processing.
Capacity-2000 Ltr. To 20,000 Ltr.

Stainless steel Milk Silo (VMST) ensures hygienic, large-scale milk storage with temperature control and durability.
Capacity-5000 Ltr. To 1,50,000 Ltr.

Efficient and durable milk can washer that ensures hygienic cleaning, saving time and improving dairy productivity daily.
Capacity-Standard

Can Drip Saver prevents messy spills, keeps surfaces clean, fits most cans, and ensures smooth, drip-free pouring.
Capacity-Standard

Efficient and durable roller conveyors designed for smooth, hygienic, and safe transportation of milk cans in dairies.
Capacity-Standard

Accurate, efficient milk weighing and reception system designed to streamline dairy operations and ensure quality control.
Capacity-Customise

Stainless steel milk dump tank designed for hygienic milk collection, easy drainage, and efficient dairy handling.
Capacity-500 Ltr., 1000 Ltr. 1500 Ltr.
And 2000 Ltr.

Efficiently separates cream from milk with high precision, durable build, easy operation, and ideal for dairy farms.
Capacity-Standard

Khoa Vat machine efficiently prepares traditional khoya with uniform heating, saving time, labor, and enhancing productivity.
Capacity-In Line and Manual as per
Customise

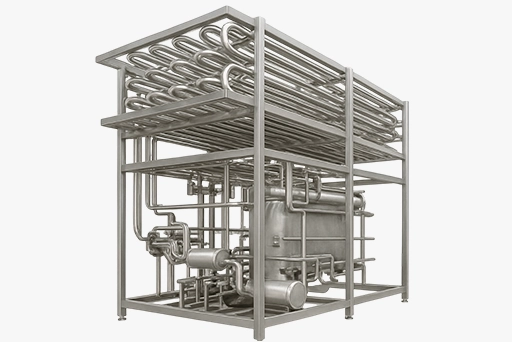
Scalable milk processing setups optimized for productivity, energy efficiency, and compliance with modern dairy industry requirements.
Capacity-1000 Ltr. Per Hour to
Customise

Shrikhand Mixer effortlessly blends curd and flavor, ensuring smooth texture, perfect consistency, and traditional taste every time.
Capacity-Customise

Efficient, hygienic, and easy-to-operate machine for consistent candy and kulfi production in bulk quantities.
Capacity-Customise

Efficiently shred chakka into uniform pieces with high speed, low maintenance, and food-grade stainless steel build.
Capacity-Customise

Ensures consistent fermentation, hygienic curd production, and ideal temperature control for dairy businesses and commercial kitchens.
Capacity-Customise

Precision-crafted cheese vats for efficient curd processing, ideal for dairy production with hygiene, durability, and consistency.
Capacity-Customise

Rapid milk chilling technology designed to preserve freshness, reduce bacterial growth, and maintain quality from farm to factory.
Capacity-Standard
Efficient, large-scale chilling solution using ammonia-based technology, designed for consistent cooling and minimal energy consumption.
Capacity-Standard

Reliable milk transport solutions with insulated tankers that preserve quality, prevent spoilage, and meet industry safety standards.
Capacity-2000 Ltr. to Customise
Designed to maintain optimal temperature, ensuring safe and efficient transport of dairy, food, or pharmaceutical products.
Capacity-Customise

Temperature-controlled vans designed for safe, efficient transport of perishable goods across short and long distribution routes.
Capacity-Customise

Portable cooling solution for events, travel, and emergencies – fresh storage anytime, anywhere on the move
Capacity-Customise

Temperature-controlled storage tanks designed to preserve wine quality, ensuring optimal fermentation, aging, and flavor consistency throughout production.
Capacity-Customise

Stainless steel fermented tanks crafted to preserve aroma, enhance taste, and ensure precision-controlled fermentation in winemaking.
Capacity-Customise

Efficient crushing solutions designed for maximum productivity, durability, and precision in processing raw materials with minimal waste.
Capacity-Customise

High-performance SS reactors engineered to deliver precision control, optimal mixing, and reliable operation in pharma and chemical industries.
Capacity-500 Ltr. To Customise

Efficient heat transfer and precise temperature control for optimized chemical reactions in pharmaceutical and chemical processing applications.
Capacity-1000 Ltr. To Customise

Efficient, precision-engineered columns designed for optimal separation, purification, and processing in pharmaceutical and chemical industries.
Capacity-Customise

Durable, weather-resistant grain silo ensures safe, long-term storage of grains with efficient aeration and easy access.
Capacity-Cap. 5000 Kg. to Customise

Hygienic, insulated tanks engineered for safe, temperature-controlled bulk chocolate transport with maximum efficiency and reliability.
Capacity-
Hear from our clients about our quality, service, and industry-leading equipment solutions.

From concept to commissioning, we design, manufacture, and supply precision equipment tailored to your industry-specific needs.
Get in touch with us today by sending a message—we’re ready to provide solutions tailored to you.